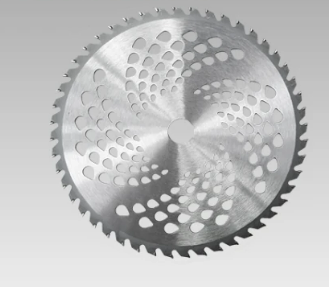
Diamond blade to cut granite
1
Customize diamond blade
When place order for saw blades please inform the following:

Price: US$180
1200mm Diamond Wall Saw Blades for Concrete Cutting
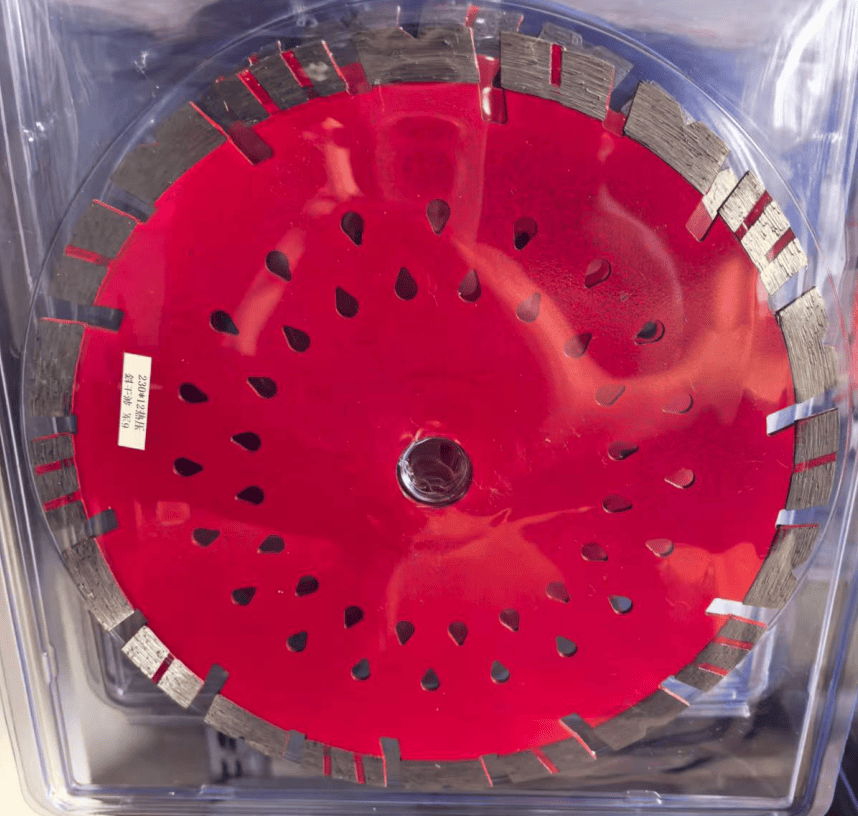
Diamond Blade to Cut Granite Diamond blades are specialized cutting tools made with diamond as the abrasive material, designed primarily for cutting hard and brittle materials such as granite, concrete, ceramic, and stone slabs. Unlike ordinary cutting blades, they rely on the extreme hardness of diamond particles to grind and cut through tough surfaces efficiently, making them irreplaceable in granite processing and construction projects. A typical diamond blade consists of two core components: a steel core body that provides structural support and stability, and diamond-impregnated segments that perform the actual cutting work. During operation, the diamond segments gradually wear away, while the core body remains intact to maintain the blade’s shape and balance. These blades are manufactured through three main techniques: sintering, welding, and electroplating, each offering distinct advantages in durability, bonding strength, and production efficiency. Among these technologies, laser welding stands out for creating a strong metallurgical bond between the segments and the core, enabling automated mass production and significantly improving overall blade reliability. When cutting granite, the linear cutting speed should ideally be controlled between 25 and 35 meters per second to balance cutting efficiency and service life. Diamond blades for granite come in a wide range of diameters, from 150mm up to 1200mm, with common specifications like 250mm blades often welded using laser power ranging from 1200W to 1500W to ensure stable and consistent performance.
What Is a Diamond Cutting Blade
A diamond cutting blade is a high-performance cutting tool widely used in processing hard and brittle materials including granite, marble, concrete, precast slabs, old and new roads, and ceramic tiles. Its structure is simple yet highly engineered, composed of a core body and cutting segments. The core body serves as the main supporting part that holds the segments in place and connects to the cutting machine, while the segments are the working part that directly contacts and cuts the material. As the blade is used, the segments wear down gradually, but the core body does not get consumed. The cutting ability of the blade comes entirely from the diamond particles embedded within the segments. Diamond is the hardest natural material known, and it cuts by grinding and abrading the workpiece rather than traditional sawing. These diamond particles are firmly held inside the segments by a metal matrix, which exposes new diamonds as the outer layer wears away, maintaining sharpness throughout the blade’s life. This unique structure allows diamond blades to handle extremely hard materials like granite that would quickly damage or destroy ordinary cutting tools.
Manufacturing Processes of Diamond Blades
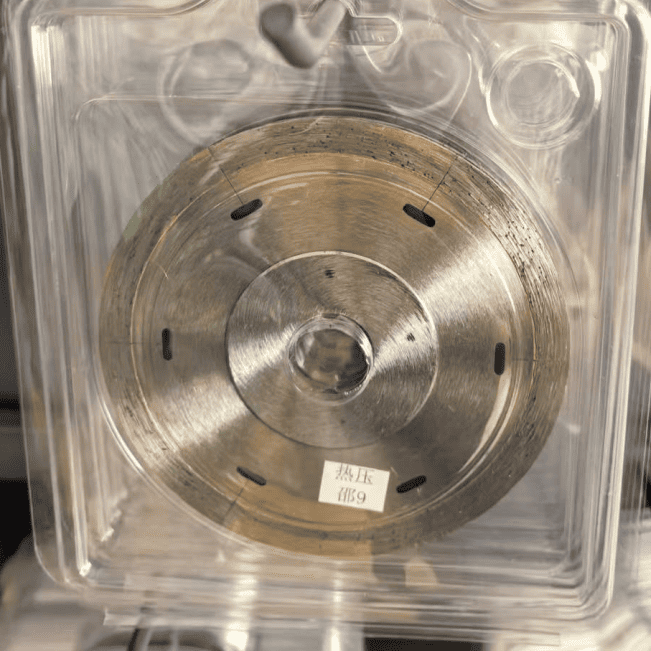
Sintered Diamond Blades Sintering is one of the most traditional and widely used manufacturing methods for diamond blades. This process can be divided into cold-press sintering and hot-press sintering. In both cases, diamond particles and metal powder mixtures are pressed into shape under high pressure and then heated at high temperatures to bond the materials together. Cold-press sintering involves forming the segments at room temperature before sintering in a furnace, while hot-press sintering applies both heat and pressure simultaneously. Sintered blades are known for their uniform structure and good wear resistance, making them suitable for general-purpose granite cutting and medium-duty applications. They are commonly produced with bronze-based binders to enhance toughness and grip on diamond particles.
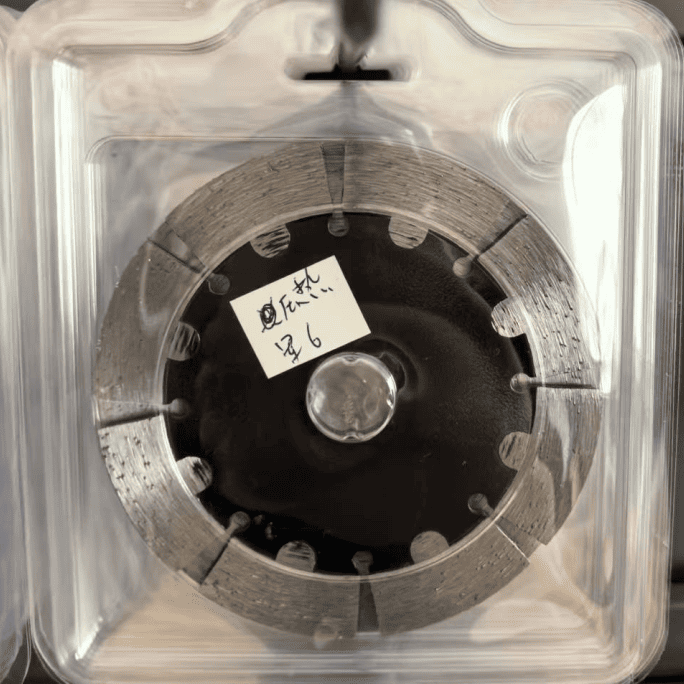
Welded Diamond Blades Welding technology connects pre-manufactured diamond segments to the steel core body, creating a strong and durable bond. There are two main types: high-frequency welding and laser welding. High-frequency welding uses high-temperature heat to melt a filler material between the segment and the core, joining them together once cooled. Laser welding, however, uses a focused high-temperature laser beam to melt the contact edges of the segment and core directly, forming a metallurgical bond without additional filler materials. This results in much higher bonding strength, better heat resistance, and greater stability during high-speed cutting, especially when processing hard granite. Laser welding also supports automated production lines, improving consistency and reducing defects in mass manufacturing.
Electroplated Diamond Blades Electroplated diamond blades are made by attaching diamond powder onto the surface of the core body through an electroplating process. In this method, diamond particles are bonded to the steel core using a metal coating deposited via electrolysis. Electroplated blades typically have a thinner profile and sharper cutting edges, making them suitable for precision cutting, fine grooving, and detailed work on granite and ceramic materials. Although they may not be as durable as sintered or laser-welded blades for heavy-duty cutting, they excel in applications requiring clean, smooth cuts and high precision in smaller-scale operations.
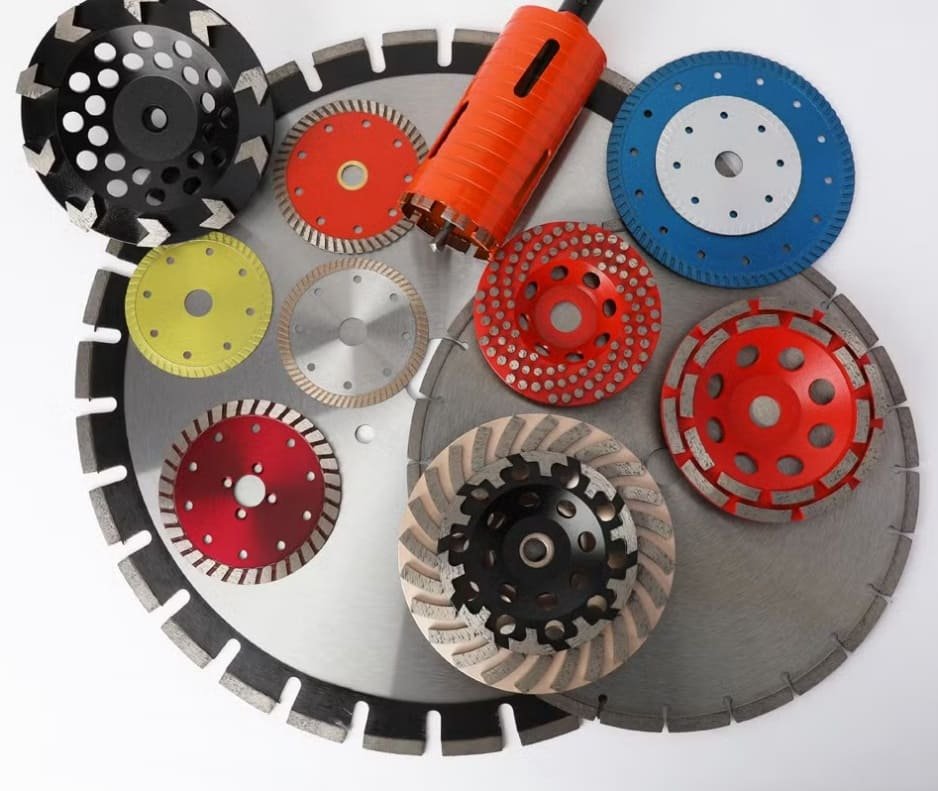
Classification of Diamond Blades for Granite
Continuous Rim Blades Continuous rim diamond blades feature a smooth, uninterrupted cutting edge, usually produced through sintering with bronze-based binders. These blades are designed primarily for wet cutting and require a constant water supply during operation to achieve clean, chip-free cuts on granite. The continuous edge reduces vibration and prevents chipping, resulting in a smoother finish. Some variations include laser-cut expansion slots to reduce heat buildup and improve stability during prolonged cutting. Due to their gentle cutting action, they are widely used for finishing and precision cutting of granite slabs and tiles.
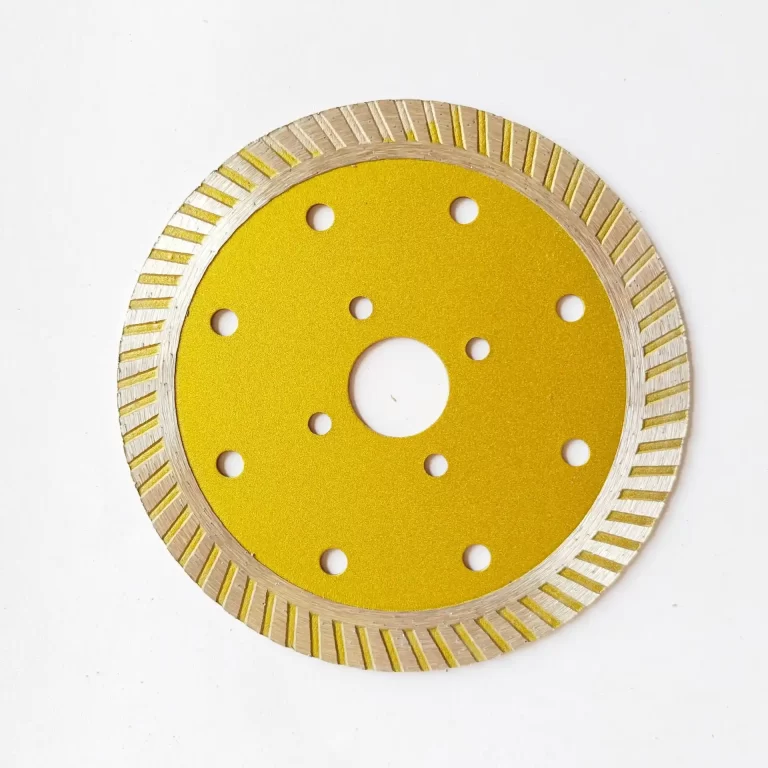
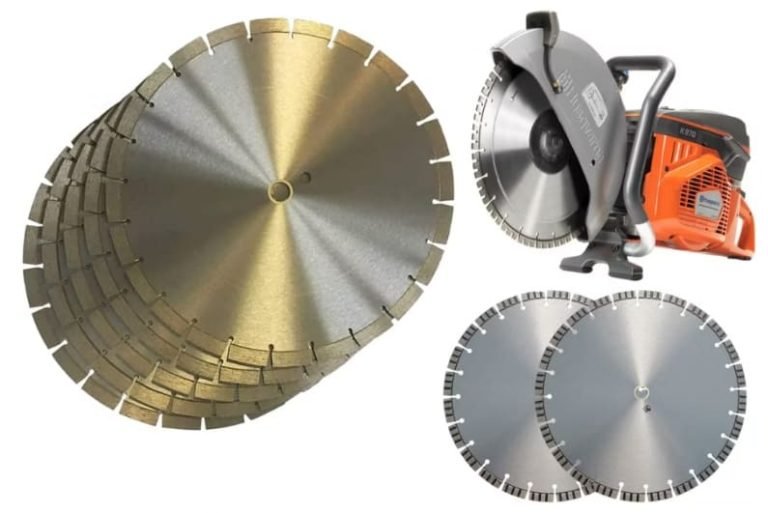
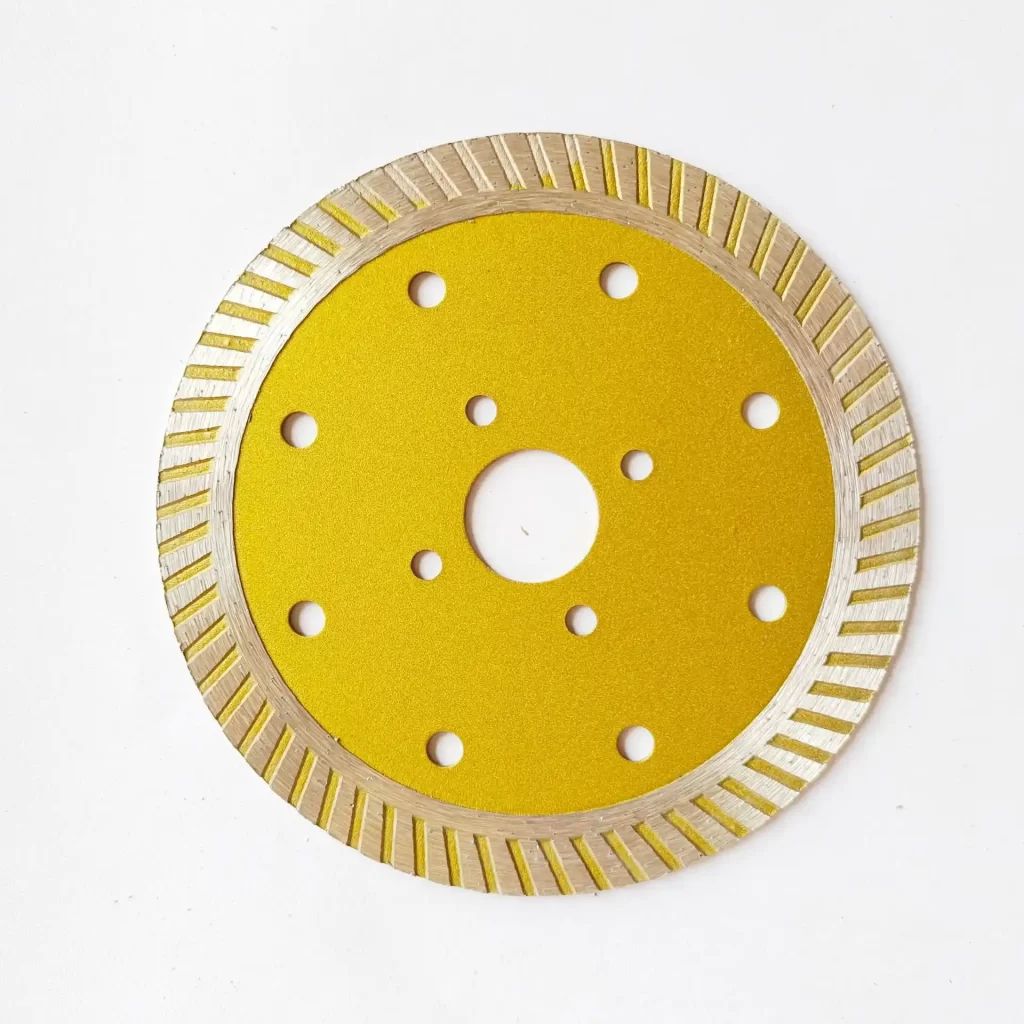
Segmented Diamond Blades Segmented blades have a toothed, discontinuous rim with separate diamond segments spaced around the blade. This design allows for faster cutting speeds and better chip removal, making them highly efficient for granite processing. They are versatile enough to be used in both wet and dry cutting conditions, adapting to different job site environments. The gaps between segments help dissipate heat and eject cutting debris, reducing friction and extending blade life. These blades are commonly used in general construction and stone fabrication where speed and practicality are prioritized. ### Turbo Diamond Blades Turbo blades combine the advantages of continuous rim and segmented designs, featuring a continuous, turbine-shaped serrated edge with uniform convex and concave patterns. This unique structure improves airflow, cooling efficiency, and chip removal while maintaining a smooth cutting action. Turbo blades offer higher cutting speeds than standard segmented blades and longer service life compared to many continuous rim blades. They perform exceptionally well on granite, delivering a balance of speed, smoothness, and durability that makes them popular for both professional workshops and on-site construction projects.
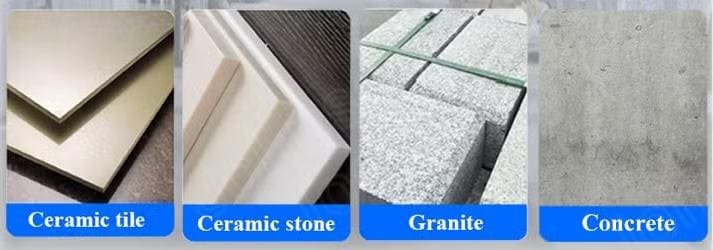
Applications of Diamond Blades in Cutting Hard Materials Diamond blades are extremely versatile tools used across many industries, especially in stone processing, municipal construction, and infrastructure projects. They are widely applied in cutting granite, marble, terrazzo, concrete roads, refractory materials, and various non-metallic hard materials. Specialized diamond blades are designed for road grooving on highways, bridges, and waterways, as well as surface texturing on pavements and bridge decks. They play a critical role in municipal construction, road renovation, airport runway development, and concrete pavement operations, particularly professional joint cutting for asphalt and concrete surfaces. In the stone processing industry, granite cutting alone accounts for a large share of total diamond consumption, highlighting the importance of diamond blades in this sector. Different material characteristics require specific blade types and powder formulations, which directly affect processing quality, cutting results, product yield, production costs, and overall economic benefits.
Key Cutting Parameters for Granite
Linear Speed of Diamond Blades The linear speed of a diamond blade has a significant impact on cutting efficiency, blade wear, and cut quality when processing granite. In practical use, this speed is limited by machine capabilities, blade quality, and the properties of the granite being cut. For optimal blade life and efficiency, operators must select an appropriate linear speed based on granite hardness and composition. When cutting standard granite, the linear speed should be set between 25m/s and 35m/s. For granite with high quartz content that is particularly difficult to cut, a lower speed near 25m/s is recommended to prevent excessive diamond wear and breakage. For smaller-diameter blades used in cutting granite tiles, higher speeds up to 35m/s can be used effectively due to reduced load and heat concentration.
Rotational Speed and Cutting Depth Different blade diameters require specific rotational speeds and have corresponding maximum cutting depths to ensure safe and efficient operation. Larger diameter blades operate at lower rotational speeds but can achieve greater cutting depths. For example, a 350mm blade typically runs at around 2592 rpm with a maximum cutting depth of 105mm, while a 1200mm blade runs at approximately 756 rpm and can reach a maximum depth of 500mm. Matching rotational speed to blade diameter prevents excessive vibration, overheating, and premature segment loss, all of which are critical when cutting dense granite materials. Using incorrect speeds can lead to wavy cuts, chipped edges, and shortened blade lifespan.
Feed Rate During Cutting Feed rate refers to the speed at which the blade advances into the granite material. It directly affects cutting rate, blade stress, and heat dissipation in the cutting zone. Softer materials like marble allow higher feed rates, but granite, being much harder and more abrasive, requires careful adjustment. For fine-grained, uniform granite, a moderate feed rate can improve efficiency; excessively slow feeding may polish the diamond edges and reduce cutting effectiveness. However, for coarse-grained or uneven granite, lower feed rates are necessary to avoid blade vibration, diamond fracture, and reduced cutting efficiency. Generally, the feed rate for granite cutting ranges from 9m/min to 12m/min. Operators should maintain steady, consistent feeding without sudden acceleration or forceful pushing to protect both the blade and the material.
Proper Use and Maintenance of Diamond Blades for Granite
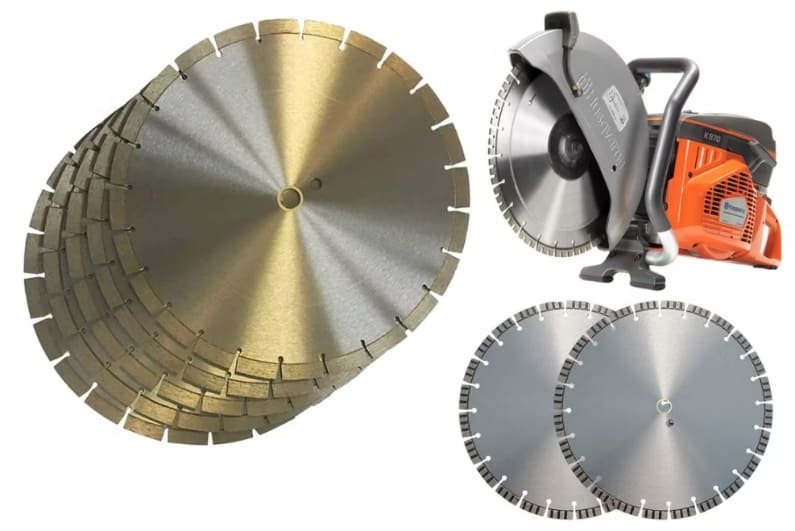
Choosing the Right Cutting Machine Selecting a suitable cutting machine is essential for maximizing diamond blade performance when cutting granite. Machines must match the blade diameter in terms of power, rotational speed, rigidity, and precision. Small blades under 150mm work best with machines of 1 to 1.5KW power and adjustable speeds between 7255 and 14500 rpm. Medium-sized stone blades require machines with at least 15HP power and linear speeds from 20 to 60m/s. Large-diameter blades used in quarrying or heavy construction need high-power engines, often 30HP electric motors or 55HP gasoline or diesel engines, with linear speeds between 35 and 70m/s. Using an underpowered or unstable machine leads to poor cutting quality, increased blade wear, and safety hazards.
Correct Installation of Diamond Blades Proper installation directly influences cutting efficiency, quality, and blade life. Before installation, the blade’s indicated rotation direction must match the machine’s spindle direction to ensure correct cutting action. All contact surfaces between the blade arbor, machine spindle, and flanges must be thoroughly cleaned to ensure flat, tight contact. Improperly sized flanges cause runout, vibration, and uneven wear. After installation, the blade and flange assembly must meet specified runout tolerances before use. Stable, vibration-free operation is especially important when cutting granite to prevent chipping, cracking, or uneven cuts.
Cooling and Lubrication Cooling is critical when cutting granite, as intense friction generates high heat that can graphitize diamonds, burn segments, or cause thermal deformation of the steel core. Continuous water cooling is the most common and effective method, spraying fluid evenly over the cutting area to reduce temperature and remove chips. Water pressure should generally exceed 0.1MPa to ensure sufficient flow across the blade. Coolant also helps reduce friction by forming a thin lubricating layer between the blade and granite, lowering cutting resistance and vibration. Rust inhibitors or emulsions can be added to water to improve lubrication and protect the blade from corrosion. Adequate cooling significantly extends blade life and maintains consistent cutting performance on hard granite.
Practical Tips for Cutting Granite Cutting granite efficiently and safely requires more than just the right blade—it demands proper technique. Operators should first mark clear cutting lines on the granite surface to guide the blade. During cutting, avoid forcing the blade; instead, let it grind through the material at a steady, moderate pace. For handheld tools, feed rates of approximately 5 to 10cm per minute help prevent chipping and overheating. Wet cutting is strongly recommended for granite to control dust, cool the blade, and improve cut quality. New blades require a break-in period at reduced feed rates for the first 50 meters of cutting to condition the diamond segments. After use, cleaning blade slots with a wire brush and applying rust oil can extend service life significantly. Operators must always wear protective gear including N95 masks, safety goggles, and ear protection to guard against dust, flying debris, and high noise levels.
Safety and Operational Best Practices Safety is paramount when using diamond blades to cut granite due to high tool speeds, hard material fragments, and silica dust. Operators must maintain a stable stance and secure control of the cutting tool at all times. The blade should come to a complete stop before being set down to avoid accidental contact. Overheating the blade by continuous dry cutting without proper cooling causes diamond particles to detach, resulting in irreversible wavy cuts and premature blade failure. Regular inspection of the blade for cracks, missing segments, or excessive wear is necessary before each use. By following correct parameters, using adequate cooling, and maintaining safety protocols, diamond blades can deliver consistent, high-quality cuts on granite while ensuring long tool life and safe operation on any job site.
2. Key Features
1) 100% Laser Welding Technology – Ensures strong segment bonding and extended blade life.
2) Compatible with Hydraulic & Electric Wall Saws – Versatile use across different machinery types.
3) Standard Segments for Long Service Life – Designed for durability and consistent performance.
4) Suitable for Dry or Wet Cutting – Adaptable to various job site conditions.
5) Globally Trusted – Exported to Malaysia, UAE, USA, Canada, Singapore, Norway, Czech Republic, Sweden, Croatia, Thailand, and more.
3. Specifications
- Diameter: 1200mm (48 inches)
- Segment Thickness: 4.8mm / 5.0mm
- Segment Height: 10mm / 12mm
- Inner Hole: 25.4mm, 50mm, 60mm, 80mm (custom sizes available)
Detailed Specifications for 1200mm Blade:
| Inch | Diameter (mm) | Segment Length (mm) | Segment Thickness (mm) | Segment Height (mm) | Segment Number |
|---|---|---|---|---|---|
| 48″ | 1200 | 40 | 4.8/5.0 | 10/12 | 68 |
Other Available Sizes
| Inch | Diameter (mm) | Segment Length (mm) | Segment Thickness (mm) | Segment Height (mm) | Segment Number |
|---|---|---|---|---|---|
| 24″ | 600 | 40 | 4.8/5.0 | 10/12 | 36 |
| 28″ | 700 | 40 | 4.8/5.0 | 10/12 | 40 |
| 30″ | 760 | 40 | 4.8/5.0 | 10/12 | 46 |
| 32″ | 800 | 40 | 4.8/5.0 | 10/12 | 46 |
| 36″ | 900 | 40 | 4.8/5.0 | 10/12 | 52 |
| 40″ | 1000 | 40 | 4.8/5.0 | 10/12 | 58 |
| 56″ | 1400 | 40 | 4.8/5.0 | 10/12 | 86 |
| 60″ | 1500 | 40 | 4.8/5.0 | 10/12 | 90 |
| 64″ | 1600 | 40 | 4.8/5.0 | 10/12 | 92 |
| 72″ | 1800 | 40 | 4.8/5.0 | 10/12 | 106 |
This blade is built for professional use in construction and demolition, offering reliability and precision for challenging concrete cutting tasks. Custom specifications are welcome.
Specifications:
Technical Specifications
- Diameter: 750 mm (30 inches)
- Segment Thickness: 4.8 mm or 5.0 mm
- Segment Height: 10 mm, 12 mm, or 15 mm (customizable)
- Inner Bore (Arbor Hole): Standard sizes include 25.4 mm (1 inch), 50 mm, 60 mm, and 80 mm. Custom bore sizes are available upon request.
Detailed Specifications for 750mm Blades:
| Inch | Diameter (mm) | Segment Length (mm) | Segment Thickness (mm) | Segment Height (mm) | Segment Number (pcs) |
|---|---|---|---|---|---|
| 30″ | 750 | 40 | 4.8/5.0 | 10 | 46 |
| 30″ | 750 | 40 | 4.8/5.0 | 12 | 46 |
| 30″ | 750 | 40 | 4.8/5.0 | 15 | 46 |
Other Available Diamond Saw Blade Sizes We Manufacture:
| OD (mm) | Length (mm) | Thickness (mm) | Height (mm) | Number (pcs) | Bore (mm) |
| 350 | 40 | 3.2 | 10/12/15 | 24 | 25.4 |
| 400 | 40 | 3.4 | 10/12/15 | 28 | 25.4 |
| 500 | 40 | 4.0 | 10/12/15 | 36 | 25.4 |
| 600 | 40 | 4.4 | 10/12/15 | 42 | 25.4 |
| 650 | 40 | 4.8/5.0 | 10/12/15 | 42 | 25.4 |
| 800 | 40 | 4.8/5.0 | 10/12/15 | 46 | 25.4 |
| 900 | 40 | 4.8/5.0 | 10/12/15 | 52 | 25.4 |
| 1200 | 40 | 4.8/5.0 | 10/12/15 | 68 | 25.4 |
| 1500 | 40 | 4.8/5.0 | 10/12/15 | 90 | 25.4 |
Key Features & Advantages
1) 100% Laser Welding Technology: Ensures an exceptionally strong bond between the segments and the steel core, offering superior reliability under high-impact conditions and preventing segment loss.
2) Undercut Protection Segments: The unique segment design features a reinforced base that shields the steel core from abrasive wear, significantly enhancing the blade’s overall service life when cutting aggressive materials like reinforced concrete.
3) Broad Machine Compatibility: This blade is engineered to be compatible with a wide range of cutting equipment, including petrol-powered cutters, bench saws, and professional floor saws, providing great versatility for different job sites.
4) Optimized Slot Design: The availability of Narrow U or key slots increases the segment width for a longer lifespan. Alternatively, Wider U slots are effective in preventing material buildup and clogging, especially when cutting asphalt, ensuring smoother and more efficient operation.
5) Dual-Purpose Cutting: Suitable for both dry and wet cutting methods, making it highly adaptable to different site conditions and regulations. It efficiently cuts through reinforced concrete, aggregate concrete, hot rolled asphalt, plain asphalt, asphalt overlays on concrete, and green concrete.
6) Globally Trusted Quality: Our blades have been proven reliable in international markets, with consistent exports to regions including Taiwan, Australia, Hong Kong, Poland, Singapore, Thailand, the USA, and more, earning a reputation for durability and performance.
Packing, Delivery & Shipping
Delivery Methods: We provide multiple shipping options to ensure your order arrives conveniently: By Air, By Sea, By Land, or By International Courier (Express). We can recommend the best method based on your destination and urgency.
Packing Specification: 5 pieces of 1200mm wall saw blades are packed in one robust plywood case. The gross weight per case is carefully limited to under 105kg for safe and efficient logistics.
Lead Time: The shipping date depends on the availability of steel cores (discs):
With Stock: If we have the steel discs in stock, shipment is normally arranged within 7-10 days.
Without Stock: If production of steel discs is required, the lead time is approximately 25-30 days.




Diamond Blade

Hot sell product

Welcome to call us
Contact Us to get quotation
Working Time: 8:00~17:00 Monday to Friday.
Applications:
Factory:

Quality Ensurement:



FAQ

Welcome to call us
Contact Us to get quotation
Working Time: 8:00~17:00 Monday to Friday.