What is the alternative to core drilling?
Core drilling (or annular drilling/hole sawing) is a highly efficient industrial drilling method using a multi-bladed ring-shaped cutting structure to remove material. Commonly known as core drill bits, hole saws, or knock-out drills, these tools fall into two main material categories: High-Speed Steel (HSS) and carbide-tipped. HSS bits dominate the market due to their stability and excellent regrindability, while carbide-tipped bits offer significantly higher cutting speeds. When paired with a magnetic drill (mag drill), core drilling achieves 8-10 times the efficiency of standard twist drills, capable of drilling a 40mm hole through 30mm steel plate in roughly 25 seconds.

Core drills are essential in steel construction, rail transportation, and shipbuilding, handling hole diameters from 12mm to 150mm and depths from 25mm to 200mm. Their effectiveness stems from a specialized three-blade cutting system: the outer blade defines the hole diameter, the middle blade removes the bulk material, and the inner blade finishes the cut. A spring-loaded ejector pin automatically clears the core slug. Modern bits often feature TiAlN (Titanium Aluminum Nitride) coatings, dramatically enhancing blade wear resistance and lifespan. However, alternatives exist depending on the specific requirements and constraints of the job.
H2: Alternatives Based on Material and Primary Drilling Needs
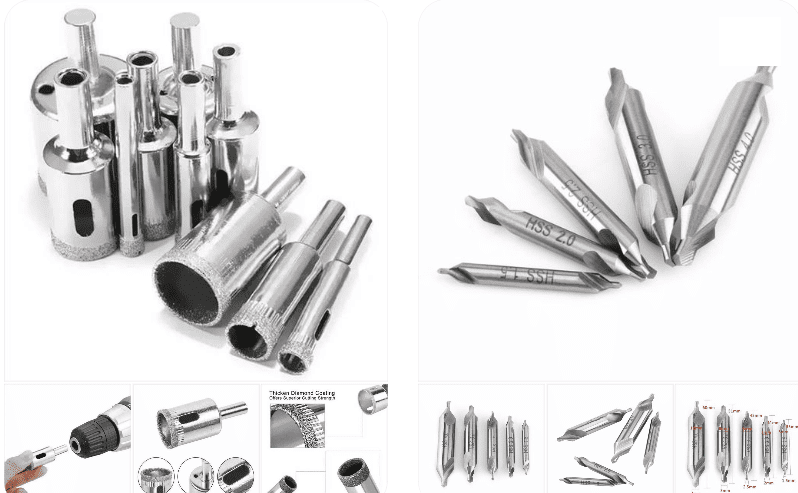
For standard steel fabrication tasks where core drilling’s speed isn’t the absolute priority, High-Speed Steel (HSS) Twist Drills are a practical and economical alternative. Their key advantage lies in excellent regrindability – a skilled worker can sharpen them multiple times, extending tool life and reducing long-term costs significantly. They are readily available in a vast range of sizes and are straightforward to use on standard drill presses or hand drills. While significantly slower than core drilling, especially for larger holes, and generating more heat (requiring consistent coolant use), they are perfectly adequate for smaller holes, lower-volume work, or situations where the initial investment in core drilling equipment isn’t justified. They also produce solid chips rather than a core slug, which can be preferable or easier to manage in some setups.
When facing harder, more abrasive, or otherwise challenging materials (like stainless steel, high-strength alloys, cast iron, or heavily scaled surfaces), Carbide-Tipped Drills or Solid Carbide Drills become the superior alternative. Carbide’s extreme hardness allows for much higher cutting speeds than HSS, significantly reducing drilling time per hole. They also boast exceptional wear resistance, maintaining sharpness far longer when machining tough materials, leading to less frequent tool changes. While more expensive upfront than HSS twist drills and often requiring more rigid setups (like mag drills or heavy-duty drill presses) to prevent brittle carbide from chipping, their performance in demanding applications justifies the cost. For holes above approximately 12-15mm, carbide-tipped twist drills are common; solid carbide drills are typically used for smaller diameters or ultra-high-precision needs.
H2: Manual or Low-Tech Alternatives for Specific Situations
In scenarios where power is unavailable, portability is paramount, noise must be minimized, or only a few holes in softer materials are needed, simple hand tools offer basic alternatives, albeit with major speed sacrifices.
The Hand Drill (AKA Eggbeater Drill or Brace and Bit) is the classic manual option. Turning a crank rotates a chuck holding a standard twist drill bit. It’s virtually silent, requires no power, and offers excellent control, making it ideal for precise work in woodworking, plastics, or thin soft metals. However, it’s physically demanding, incredibly slow compared to power tools, and only feasible for relatively small diameters and soft materials. Progressing beyond a few millimeters in metal becomes arduous.
For very small, shallow pilot holes or starting points in extremely soft materials (like softwood, drywall, or plastic), a Screwdriver and Hammer can be used in a pinch. The technique involves placing a sharp screwdriver tip on the mark and tapping it gently with a hammer to create an indent, then progressively widening it by rotating the screwdriver and tapping. This is exceptionally slow, offers poor precision and hole quality, is only suitable for tiny holes in the softest substrates, and carries a high risk of injury from slipping tools. It’s a true last-resort method.
H2: Alternatives for Specialized Materials (Masonry, Tile, Glass)
Drilling into brittle materials like ceramic tile, glass, natural stone, brick, or concrete requires specialized techniques to prevent cracking, chipping, or shattering.
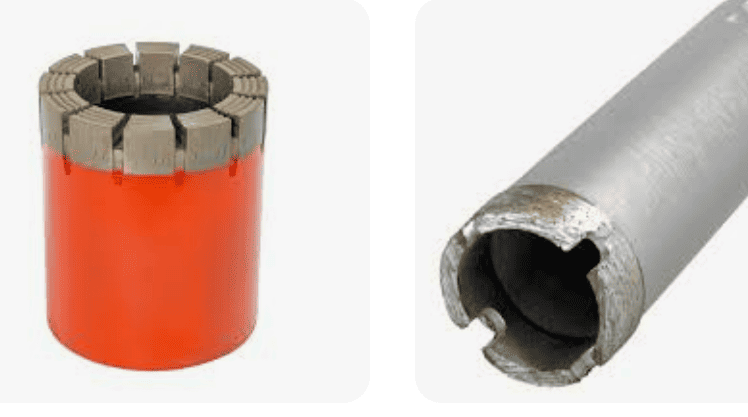
For ceramic wall tiles, porcelain tiles, or hollow bricks, Diamond Core Drilling with Water Cooling is the industry-standard method, effectively replacing standard metal-cutting core drills in this context. A diamond-impregnated core bit, guided by a fixed base or template to prevent walking, is used with a constant stream of water. The water cools the diamond segments, suppresses dust (crucial for health), and lubricates the cut, dramatically reducing the risk of the tile cracking or the glaze chipping (“chipping”). While the equipment (drill, stand, bits) is an investment and the process involves water management (requiring containment), it produces clean, precise holes with minimal damage. Professional services typically charge per hole (e.g., around $7 USD or 50 CNY in China, often including waterproofing steps around pipe penetrations).
Drilling into older precast concrete slabs or walls demands significant caution due to inherent weaknesses and reinforcement. The preferred alternative here is Low-Speed Diamond Core Drilling using thin-wall diamond core bits. Crucially, the drill must run at low RPMs (typically below 800 RPM) to minimize vibration and heat buildup, which can cause cracking. Using a core drill stand is essential for stability and control. Careful planning is needed to avoid drilling directly onto seams or joints between precast sections, as these are natural weak points. A wall scanner must be used beforehand to locate and avoid embedded rebar; hitting rebar can destroy the bit and potentially compromise the structure. Given the risks involved, many professional drillers insist on a liability agreement before drilling in such structures, clearly outlining responsibility for any accidental damage.
H2: Understanding Core Drills vs. Common Alternatives (Twist Drills & Hole Saws)
It’s crucial to understand why core drills are chosen and how their alternatives differ fundamentally in structure and application.
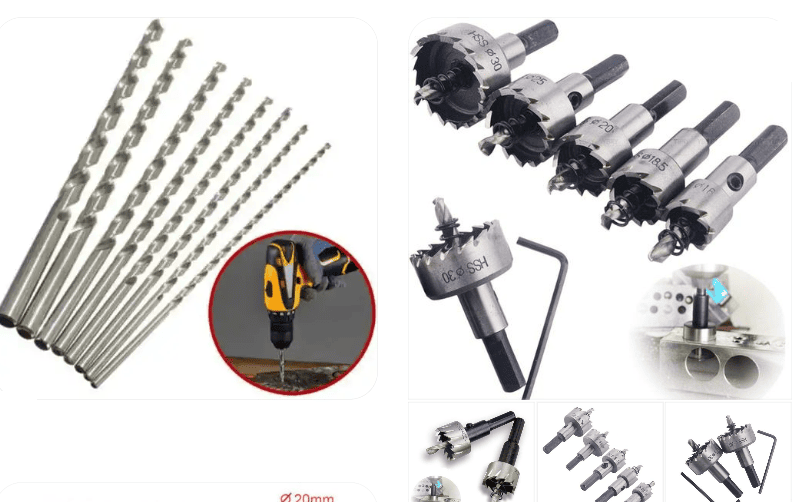
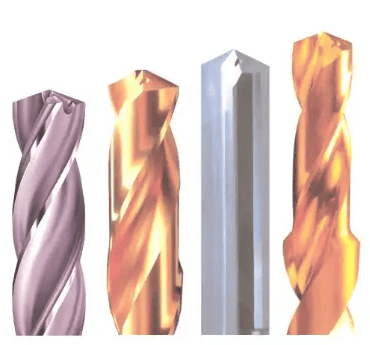
The Twist Drill (or “Spiral Drill” / “HSS Drill”) is the most ubiquitous drilling tool. Its defining feature is spiral flutes running up its solid shaft. The tip’s cutting edges shear the material, and the flutes channel the resulting solid chips (swarf) out of the hole. Twist drills are incredibly versatile, handling steel, stainless, aluminum, copper, wood, and plastic. They are compact, easy to use, and relatively inexpensive. However, their solid-body design struggles with heat dissipation in deep holes or large diameters, potentially causing work hardening or “burning” the material. The flutes also limit their strength, making the cutting edges relatively fragile. Crucially, they cannot replace core drills for large diameters (generally above ~12-15mm) as the required torque and thrust become excessive, efficiency plummets, and hole quality suffers. They also produce waste chips, not a usable core sample.
Hole Saws are closer conceptually to core drills, as they also cut an annular groove. A hole saw consists of a cylindrical saw blade with hardened teeth (often HSS or bi-metal) mounted on an arbor with a pilot drill. The pilot drill centers the tool, and the teeth cut the circumference. They are common for drilling large holes (up to 150mm+) in wood, plastic, drywall, and thin sheet metal. They are generally cheaper than comparable carbide core drill bits. However, their teeth are prone to dulling or breaking on harder materials like thick steel. Chip removal can be problematic in deep cuts, leading to clogging and overheating. They lack the robust, multi-blade design and coolant-through capabilities of professional core drills, making them unsuitable for efficient, high-volume metal drilling.
H2: Key Considerations When Choosing an Alternative
Selecting the right alternative hinges on carefully evaluating several factors:
- Material: Is it mild steel, hardened steel, stainless, aluminum, wood, plastic, tile, concrete? This is the primary driver.
- Hole Size & Depth: Small holes favor twist drills. Large, deep holes in metal strongly favor core drilling. Hole saws work for large holes in soft materials.
- Required Precision & Edge Quality: Core drilling and diamond coring offer excellent finish. Twist drills and hole saws may require deburring.
- Quantity of Holes: High volume justifies the setup and cost of core drilling or carbide tools. Low volume makes HSS twist drills or manual tools viable.
- Available Equipment & Power: Do you have a mag drill, heavy-duty drill press, or only a hand drill? Is electricity available?
- Budget: Core drilling equipment (mag drill, bits) is a significant investment. Carbide tools are costly. HSS twist drills and hole saws are lower-cost alternatives.
- Portability & Site Constraints: Mag drills are heavy. Hand tools are portable. Water cooling for diamond coring needs containment.
- Dust/Coolant Management: Dry drilling creates hazardous dust (silica in concrete). Water cooling manages dust but creates slurry. Consider extraction or containment.
- Safety: Always wear PPE (safety glasses, gloves, hearing protection, respirator for dust). Secure workpieces. Use wall scanners to avoid pipes and rebar. Understand tool limitations to prevent kickback or breakage.
In Conclusion:
There is no single universal alternative to core drilling. The optimal choice depends entirely on the specific interplay of material, hole specifications, available tools, volume, and site conditions. For standard steel work where speed isn’t critical, HSS twist drills offer cost-effectiveness. For challenging materials, carbide tools provide the necessary performance. In power-limited situations or for soft materials, manual tools suffice. Brittle materials like tile and concrete demand diamond coring with water. Understanding the fundamental differences between core drills, twist drills, and hole saws is critical. By carefully weighing the factors of material, size, depth, quantity, equipment, budget, and safety, you can reliably select the most efficient, effective, and economical drilling method for your specific task, ensuring successful results whether core drilling is the chosen solution or an alternative proves more suitable.